The plasma arc welding process is normally compared to the gas tungsten arc process.
If an electric arc between a tungsten electrode and the work is constricted in a cross-sectional area, its temperature increases because it carries the same amount of current.
This constricted arc is called a plasma, or the fourth state of matter.
The process works by ionizing gas, a process that occurs at high temperatures. When ionized gas can conduct electricity. The gas is then used to transfer an electric arc to the piece being welded. The extreme heat of the arc will weld or fuse the two pieces of metal together.
The gas of choice is either argon plus a secondary gas of helium, a argon/hydrogen blend or argon. The secondary gas shields the weld puddle as in other welding processes. This reduces the amount of oxidation that forms on the weld.
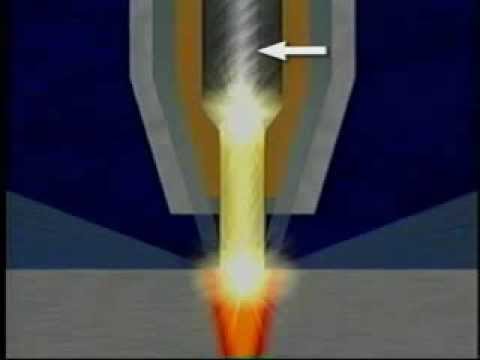
The plasma torch contains an electrode made out of tungsten, housed in a nozzle made out of copper. The tip of the nozzle has a small opening. The arc is started between the electrode and the tip of the nozzle. The arc is then transferred over to the material to be welded.
The small opening forces the gas to travel through a “constricted opening or orifice.” This concentrates the heat to a relatively smaller area. The ability to direct a concentrated heat in this way enables the welder to produce an very high quality weld.
The result is a process that delivers higher weld speeds, less distortion, more consistent welds, less spatter, and more control of the weld area, reducing the risk of damage to any nearby heat-sensitive components. Consumables also have a long life.
Plasma Arc Welding Process Video
Plasma Welding Process Modes of Operation

The two modes of operation for the plasma welding process are the non-transferred arc and the transferred arc.
- Non-transferred arc mode: In the non-transferred mode, the current flow is from the electrode inside the torch to the nozzle containing the orifice and back to the power supply. It is used for plasma spraying or generating heat in nonmetals.
- Transferred arc mode: In transferred arc mode, the current is transferred from the tungsten electrode inside the welding torch through the orifice to the workpiece and back to the power supply.
The difference between these two modes of operation is shown by figure 10-37 below. The transferred arc mode is used for welding metals. The gas tungsten arc process is shown for comparison.

How Plasma is Generated
The plasma is generated by constricting the electric arc passing through the orifice of the nozzle. Hot ionized gases are also forced through this opening. The plasma has a stiff columnar form and is parallel-sided so that it does not flare out in the same manner as the gas tungsten arc. This high-temperature arc, when directed toward the work, will melt the base metal surface and the filler metal that is added to make the weld. In this way, the plasma acts as an extremely high-temperature heat source to form a molten weld puddle. This is similar to the gas tungsten arc. The higher-temperature plasma, however, causes this to happen faster and is known as the melt-in mode of operation. Figure 10-36 shows a cross-sectional view of the plasma arc torch head.
The high temperature of the plasma or constricted arc and the high-velocity plasma jet provide an increased heat transfer rate over gas tungsten arc welding when using the same current. This results in faster welding speeds and deeper weld penetration. This method of operation is used for welding extremely thin material. and for welding multi-pass groove and welds and fillet welds.
Keyhole Welding Process
Another method of using the plasma welding process is the keyhole method of welding. The plasma jet penetrates through the workpiece and forms a hole, or keyhole. Surface tension forces the molten base metal to flow around the keyhole to form the weld. The keyhole method can be used only for joints where the plasma can pass through the joint. It is used for base metals 1/16 to 1/2 in. (1.6 to 12.0 mm) in thickness. It is affected by the base metal composition and the welding gases. The keyhole method provides for full penetration single pass welding which may be applied either manually or automatically in all positions.
Joint Design
Joint design is based on the metal thicknesses and determined by the two methods of operation.
- Keyhole Method: For the keyhole method, the joint design is restricted to full-penetration types. The preferred joint design is the square groove, with no minimum root opening. For root pass work, particularly on heavy wall pipe, the U groove design is used. The root face should be 1/8 in. (3.2 mm) to allow for full keyhole penetration.
- Melt-in Method: For the melt-in method of operation for welding thin gauge, 0.020 in. (0.500 mm) to 0.100 in. (2.500 mm) metals, the square groove weld should be utilized. For welding foil thickness, 0.005 in. (0.130 mm) to 0.020 in. (0.0500 mm), the edge flange joint should be used. The flanges are melted to provide filler metal for making the weld.
When using the melt-in mode of operation for thick materials, the same general joint detail as used for shielded metal arc welding and gas tungsten arc welding can be employed. It can be used for fillets, flange welds, all types of groove welds, etc., and for lap joints using arc spot welds and arc seam welds. Figure 10-38 shows various joint designs that can be welded by the plasma arc process.

Welding Circuit and Current
The welding circuit for the plasma welding process is more complex than for gas tungsten arc welding.
An extra component is required as the control circuit to aid in starting and stopping the plasma arc. The same power source is used.
There are two gas systems, one to supply the plasma gas and the second for the shielding gas.
The welding circuit for plasma arc welding is shown by figure 10-39. Direct current of a constant current (CC) type is used. Alternating current is used for only a few applications.

Tips for Using the Process
The tungsten electrode must be precisely centered and located with respect to the orifice in the nozzle. The pilot arc current must be kept sufficiently low, just high enough to maintain a stable pilot arc. When welding extremely thin materials in the foil range, the pilot arc may be all that is necessary.
When filler metal is used as part of the plasma welding process, it is added in the same manner as gas tungsten arc welding. However, with the torch-to-work distance a little greater there is more freedom for adding filler metal. Equipment must be properly adjusting so that the shielding gas and plasma gas are in the right proportions. Proper gases must also be used.
Heat input is important. Plasma gas flow also has an important effect. These factors are shown by figure 10-40.

Filler Metal and Other Equipment
Filler metal is normally used with the plasma welding process except when welding the thinnest metals. Composition of the filler metal should match the base metal. The filler metal rod size depends on the base metal thickness and welding current. The filler metal is usually added to the puddle manually, but can be added automatically.
Shielding Gas
An inert gas, either argon, helium, or a mixture, is used for shielding the arc area from the atmosphere. Argon is more common because it is heavier and provides better shielding at lower flow rates. For flat and vertical welding, a shielding gas flow of 15 to 30 cu ft per hour (7 to 14 liters per minute) is sufficient.
Overhead position welding requires a slightly higher flow rate. Argon is used for plasma gas at the flew rate of 1 cu ft per hour (0.5 liters per minute) up to 5 cu ft per hour (2.4 liters per minute) for welding, depending on torch size and application. Active gases are not recommended for plasma gas. In addition, cooling water is required.
Quality, Deposition Rates & Variables
The quality of the plasma welding process is extremely high and usually higher than gas tungsten arc welds because there is little or no possibility of tungsten inclusions in the weld. Deposition rates for plasma arc welding are somewhat higher than for gas tungsten arc welding and are shown by the curve in figure 10-41.
Weld schedules for the plasma arc process are shown by the data in table 10-5.

The process variables for the plasma welding process are shown by figure 10-41. Most of the variables shown for plasma arc are similar to the other arc welding processes. There are two exceptions: the plasma gas flow and the orifice diameter in the nozzle.
The major variables exert considerable control in the process. The minor variables are generally fixed at optimum conditions for the given application. All variables should appear in the welding procedure.
Variables such as the angle and setback of the electrode and electrode type are considered fixed for the application.
The plasma welding process does respond differently to these variables than does the gas tungsten arc process.
The standoff, or torch-to-work distance, is less sensitive with plasma but the torch angle when welding parts of unequal thicknesses is more important than with gas tungsten arc.

Variations of the Process
The welding current may be pulsed to gain the same advantages pulsing provides for gas tungsten arc welding. A high current pulse is used for maximum penetration but is not on full time to allow for metal solidification. This gives a more easily controlled puddle for out-of-position work. Pulsing can be accomplished by the same apparatus as is used for gas tungsten arc welding.
Method for Feeding the Filler Wire
The method of feeding the filler wire with plasma is essentially the same as for gas tungsten arc welding. The “hot wire” concept can be used. This means that low-voltage current is applied to the filler wire to preheat it prior to going into the weld puddle.
Programmed Plasma Arc Welding
Programmed welding can also be employed for the plasma welding process in the same manner as it is used for gas tungsten arc welding. The same power source with programming abilities is used and offers advantages for certain types of work. The complexity of the programming depends on the needs of the specific application. In addition to programming the welding current, it is often necessary to program the plasma gas flow. This is particularly important when closing a keyhole which is required to make the root pass of a weld joining two pieces of pipe.